WXL-SBD end mill improves tool life and machining stability in shoe mold production
Injection molding is a manufacturing process of producing plastic parts by injecting molten material into a mold, where it cools and hardens to the configuration of the cavity. Molds used in injection molding are commonly constructed from hardened steel, pre-hardened steel, aluminum, and beryllium-copper alloy.
Footwear, such as rubber shoes, flip-flops, and shoe soles, are commonly made by injection molding. Recently, Fuyan Plastics Co., Ltd. in Fujian Province, China, was seeking for productivity improvement in its shoe mold production. Founded in 2012, Fuyan Plastics specializes in the manufacturing of plastics molds, a majority of which are shoe molding. Currently, Fuyan Plastics employs approximately 170 staff in its 6,000-square-meter factory. About 1,500-square-meter of space is dedicated to mold manufacturing. As the company continues to grow, Fuyan Plastics’ management team looks to increase capacity and have recently ordered 30 additional machining centers.

Fuyan Plastics’ facility in Fujian Province, China.
Fuyan Plastics processes at least 50 sets of molds per month. Each mold is made for a specific product and is not mass produced. The output of each mold also varies. Fuyan Plastics was troubled by one of its shoe mold applications made of 738H pre-hardened plastic mold steel (equivalent to AISI P20) with a hardness of around 32 to 35 HRC. The tolerance for surface finish is Ra 1.6. The parts are processed using vertical machining centers.
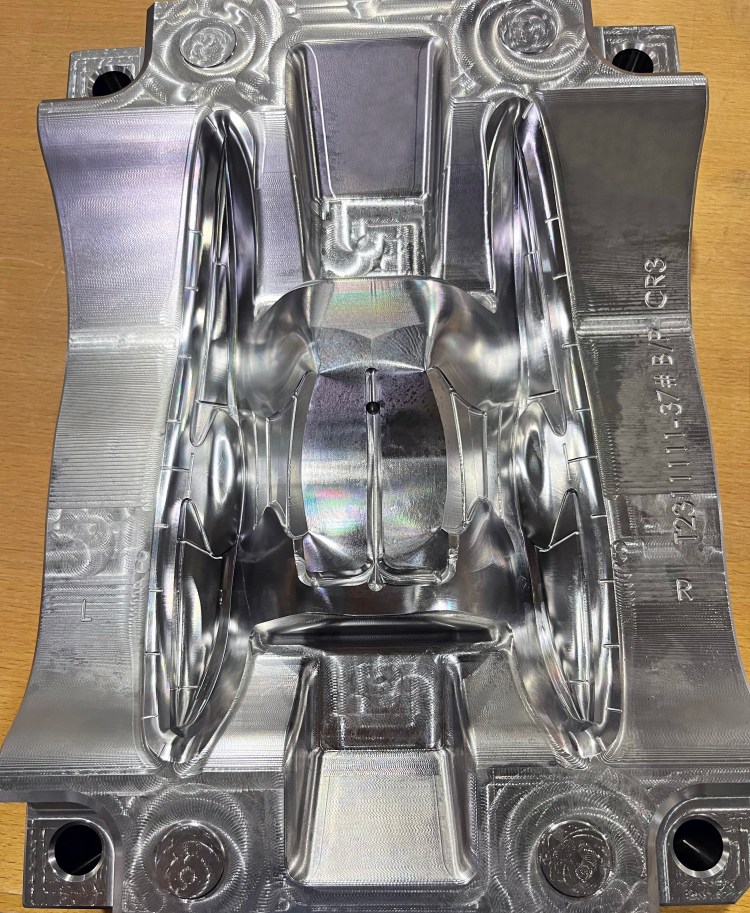
A shoe mold made of 738H pre-hardened plastic mold steel (32 to 35 HRC).
Fuyan Plastics originally used a R3 end mill from a Chinese cutting tool manufacturer and experienced poor quality surface finish and short tool life. After about 10 hours of machining, the tool would wear out and the surface finish of the machined part would no longer meet the client’s requirement. There were also cases where the tool would break during machining, affecting the surface of the workpiece and requiring it to be reworked. Fuyan Plastics was highly dissatisfied with the performance of the existing end mill and was in search for a new tooling solution for better performance, tool life and stability.
Fuyan Plastics contacted OSG for technical assistance through a distributor. After visiting the manufacturing facility to evaluate the application and actual machining environment, OSG recommended a R3 WXL-SBD (EDP# 30190158) 2-flute premium high performance ball nose carbide end mill for the job. The WXL-SBD is a standard item at OSG Shanghai and is uniquely designed to excel in high-speed machining of pre-hardened and hardened steels. The WXL end mill series features OSG’s WXL nanocoating technology for superior durability.

Fuyan Plastics’ management team set a requirement of 22 hours of tool life for the cutting trial. The test tool was used at a cutting speed of 283 m/min (15,000 min-1), a feed rate of 3,000 mm/min, a radial depth of cut of 0.1 mm, and an axial depth of cut of 0.07 mm. Water-soluble coolant was applied. OSG’s WXL-SBD was able to easily achieve the tool life requirement on the premise of ensuring the specified machined surface finish quality. After 22 hours of machining, the WXL-SBD exhibited minimal wear and could continue to be used. Fuyan Plastics tested the WXL-SBD on both 3-axis and 5-axis machining centers to verify the performance and stability of the tool. The WXL-SBD was able to demonstrate consistent performance far exceeding Fuyan Plastic’s expectation.

From left, a Mazak VARIAXIS i-600 5-axis vertical machining center and a Mazak VCN-530C 3-axis vertical machining center.
Ultimately, OSG’s WXL-SBD has stepped up performance by greatly improving tool life, reducing the number of tool changes, avoiding rework caused by rough machining surfaces due to tool wear, and ensuring smooth machining for subsequent processes.
For more information on OSG Shanghai
You must be logged in to post a comment.